[端午节手工制作手工龙舟简单好学制作方法]还有一周时间,我国的传统节日端午节将到来!幼儿园老师们都在思考端午节带着孩子开展什么样的活动比较好?节日活动的确是一个比较烦恼头痛的事情,在这个包含中国文化的传统节日中...+阅读
运条方法很多,应根据接头的型式和间隙、焊缝的空间位置、焊条直径与性能、焊接电流及焊工的技术水平等方面来选用合适的运条方法。常用的运条方法有如下几种。
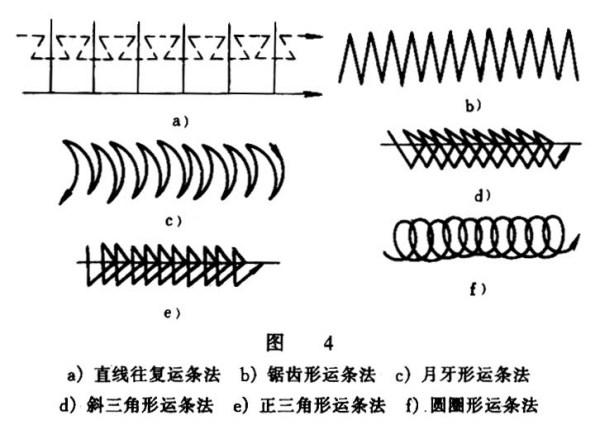
1、直线形运条法要求焊接时保持一定的弧长,并沿焊接主向作直线前进。
2、直线往复运条法具有焊接速度快、焊缝窄和散热快的特点,所以多用于薄板焊接和接头间隙较大的焊缝。
3、锯齿形运条法操作容易,在实际中应用较广,多用于较厚钢板的焊接、平焊及仰焊的对接接头、立焊的对接和填角焊接头。
4、月牙形运条法要求焊条末端焊接方向作月牙形的左右摆动。此方法应用范围和锯齿形运条法基本相同,不过其焊出来的焊缝增高量较高,具有较长的保温时间、易使气体析出和熔渣浮到焊缝表面上来的优点。
5、三角形运条法要求焊条末端作连续三角形运动并不断前移。此方法适用于坡口立焊和填角立焊。它的特点是一次能焊出较厚的焊缝断面,焊缝不易产生夹渣,有利于提高生产率。
6、圆圈形运条法,如图所示,要求焊条末端连续作圆圈运动,并不断前进。此方法适用于平焊、仰脸焊位置的填角焊和横焊。它主要能控制熔滴金属不下淌,有助于焊缝成形。
7、八字形运条法要求焊条末端连续作8字形运动,并不断前移。此方法的特点是使两个被焊件边缘充分加热,使之熔化均匀,保证焊透,适用于厚板有坡口的对接焊缝。
管道焊接技术的作品目录
第1章基础知识11.1焊接管道受力及质量因素11.1.1焊接管道接头类别和受力基本概念11.1.2影响管道焊接的质量因素11.2钢材金相组织21.3影响焊缝金属的杂质和气体31.3.1硫31.3.2磷31.3.3焊接区内的气体31.4钢材的焊接性41.5焊缝余高与应力集中51.5.1对接焊缝余高51.5.2T形接头焊缝余高61.6引弧板、引出板和包角焊61.7焊接热效率、热循环、线能量、预热温度和层间温度71.7.1焊接热效率71.7.2焊接热循环81.7.3焊接线能量81.7.4预热温度91.7.5层间温度101.8焊接接头剖析101.8.1熔合区101.8.2焊接热影响区的组织和性能101.8.3热应变脆化区121.9焊缝金属的结晶组织121.9.1特点121.9.2特征121.9.3焊缝金属二次结晶组织131.10焊接变形和焊接应力131.10.1焊接变形141.10.2影响焊接变形的因素141.10.3控制焊接变形的措施151.10.4焊接应力151.11焊接裂纹及其他缺陷的防止161.11.1热裂纹161.11.2冷裂纹和延迟裂纹171.11.3再热裂纹181.11.4层状撕裂181.11.5未焊透和未熔合181.11.6夹渣191.11.7气孔191.11.8咬边191.11.9一级、二级焊缝的质量等级及缺陷分级(GB 50205-2001)201.12焊接接头的质量控制201.12.1材料匹配201.12.2焊接工艺方法201.12.3焊接线能量及焊接参数211.12.4加强焊前预热,控制层间温度211.12.5焊接方法221.12.6尽量减少组装造成的焊缝残余应力221.12.7对焊缝余高和焊缝咬边不容忽视22第2章管道金属材料232.1管道金属材料的选用232.1.1压力管道金属材料的特点232.1.2压力管道金属材料的选用242.2API标准和管线钢272.3钢管292.3.1低压和中压锅炉用无缝钢管(GB 3087-1999)292.3.2低压和中压锅炉用电焊钢管(YB 4102-2000)302.3.3低压液体输送用焊接钢管(GB/T 3091-2001)302.3.4锅炉用无缝钢管332.3.5结构用无缝钢管412.3.6石油、天然气输送管道用直缝焊管(GB/T 9711.1-1997)542.3.7石油、天然气输送管道用直缝焊管(GB/T 9711.2-1999)552.3.8石油、天然气输送管线用直缝焊管(API5L)562.3.9钢管力学性能和化学成分572.4钢板572.4.1压力容器用钢板572.4.2低温压力容器用低合金钢板(GB 3531-1996)59第3章管道焊接技术标准623.1压力管道分类623.1.1压力管道的定义623.1.2压力管道分类、分级633.1.3中石化集团公司压力管道分类633.1.4管子系列标准633.2管道焊接常用标准643.2.1管道焊接常用标准643.2.2国外常用标准体系653.3压力管道焊接规范规程标准摘录663.3.1国家质量技术监督局压力容器安全技术监察规程[1999]154号(摘录)663.3.2钢制压力容器(GB 150-1998)693.3.3电力建设施工及验收技术规范(管道篇)(DL 5031-1994)693.3.4船舶压力管系的焊接(中国船级社《材料与焊接规范》1998)703.3.5工业金属管道工程施工及验收规范(管道加工、管道焊接)(GB 51997)723.3.6现场设备、工业管道焊接工程施工及验收规范(管道焊接)(GB 50236)763.3.7输油输气管道线路工程施工及验收规范(SY 0401-1998)82第4章焊管设备874.1手工电弧焊874.1.1手工电弧焊技术874.1.2手工电弧焊设备884.2埋弧自动焊924.2.1工艺参数924.2.2埋弧自动焊设备934.3钨极氩弧焊(TIG)984.3.1钨极氩弧焊电弧的特点984.3.2钨极氩弧焊的不足984.3.3氩弧焊分类984.3.4钨极氩弧焊的工艺参数994.3.5钨极氩弧焊引弧的三种方法994.3.6钨极端部形状和电源994.3.7氩弧焊的应用参数1004.3.8手工钨极氩弧焊设备1004.4MIG/MAG熔化极气体保护焊技术及设备1064.4.1特点1064.4.2MIG/MAG焊接工艺参数1074.4.3MIG/MAG设备1094.5二氧化碳气体保护焊1104.5.1CO2气体保护焊特点1104.5.2CO2气体保护焊熔滴过渡种类及特点1114.5.3设备及组成系统1114.6等离子弧焊技术及设备1124.6.1概述1124.6.2等离子弧焊设备1134.6.3设备品种1134.7气焊方法及设备1144.7.1气焊特点1144.7.2气焊操作方法1164.8热切割及设备1164.8.1气体火焰热切割1164.8.2等离子弧切割121第5章焊前准备1265.1原材料管理1265.1.1钢材订货1265.1.2检验1265.1.3复验1265.1.4堆放1265.1.5钢材管理1265.1.6钢材发放1275.2金工展开1275.2.1展开原理1275.2.2三种基本展开方法1275.3号料1335.3.1管道的中性层和下料计算1335.3.2符号1345.3.3钢管最小弯曲半径及长度计算1345.4切割1345.4.1各种切割方法的原理和特点1355.4.2剪切1355.4.3锯割1355.4.4气割1365.4.5等离子弧切割1375.5边缘加工1385.5.1坡口三要素1385.5.2坡口加工1395.6成形加工1455.6.1卷板(滚圆)1455.6.2管子、管件及管道附件的配制(《电力建设施工及验收技术规范》DL 5031-1994)1485.7焊前技术准备1505.7.1焊接工艺评定试验1505.7.2对焊接技术人员的要求1505.7.3对焊工的要求150第6章钢质管道焊接21法1516.1概论1516.2焊接材料1536.2.1电焊条1536.2.2焊丝1606.2.3焊剂1646.2.4焊接材料选用1686.3焊管技术1686.3.1焊接操作基本技术1686.3.2焊管方法与技术(21法)1706.3.3钢管与法兰连接1896.4焊接管道检验1906.4.1焊缝外表质量检验1906.4.2无损检测1916.4.3工业金属管射线照相检验和超声波检验(GB 50235-1997)191第7章不锈耐...
管道焊接技术
简单说,管材、焊材(烘烤、保温)、焊口处理(清污、破口种类)、焊接注意事项(电流、电压、气体焊接风影响、雨雪天气)管道焊接及检验①焊工按焊接作业指导书施焊;②焊工必须持证上岗,不得超项次超期施焊;③施焊前应将坡口表面及坡口边缘不小于20mm范围内的污物清理干净;④焊接材料按焊作业指导书要求烘烤、保温、发放;⑤焊接起弧应在坡口内进行,严禁在管壁起弧;⑥NG工艺管道采用焊条电弧焊、CNG工艺管道采用氩弧焊焊接方法,前一层未焊完不得焊接下一层,在焊接中应确保起弧与收弧质量,收弧时应将弧坑填满,层间接头应相互错开;⑦除焊接工艺有特殊要求外,每条焊道应一次连接焊完。如因故被迫中断,应采取防裂措施。再焊时必须检查,确认无裂纹后方可继续施焊;⑧在焊完每一道焊缝,应在焊缝边缘易观察部位用记号笔作出焊工标记钢号,并填写“施焊记录”;⑨在下列环境中应停止施焊(未采取防护措施时)a、焊条电弧焊接时,风速等于或大于8m/s;b、气体保护焊焊接时,风速等于或大于2m/s;c、相对湿度大于90%;d、下雨天气。
⑩焊接接头的表面质量应符合下列要求:a、不得有裂纹,未熔合、气孔、夹渣、飞溅存在;b、焊缝不允许咬边。c、焊缝表面不得低于管道表面,焊缝余高△h应符合下列要求:①100%射线检测的焊接接头,其△h≤1+0.1b1,且不大于2mm;②其余焊接接头,△h≤1+0.2b1,且不大于3mm;③角焊缝高度不低于较薄件厚度;注:b1为焊接接头组对后坡口的最大宽度,mm;焊缝检验完毕后,填写“焊缝外观质量检查记录”。GB50236-98现场设备、工业管道焊接工程施工及验收参考资料:
本文地址:https://www.39baobao.com/show/15_11755.html
以上内容来自互联网,请自行判断内容的正确性。若本站收录的信息无意侵犯了贵司版权,请联系我们,我们会及时处理和回复,谢谢.
以下为关联文档:
废旧纸盒手工制作废旧纸盒手工制作方法1。DIY小巧首饰盒 首先我们找一个普通的纸盒子。 然后把其中一端的盖子剪下来。 找一张硬度差不多的硬纸板,按照刚才纸盒子的长宽高来做出一个抽屉的形状,要比之和的尺寸要小...
手工电弧焊是什么手工电弧焊是利用焊条与焊件之间的电弧热,使焊条金属与母材熔化形成缝的一种焊接方法。焊接时,母材为一电极,焊条为另一电极。电弧是在焊条—母材之间的空隙内通过外加电压引燃...
手工电弧焊的保护措施有哪些焊接作业的个人防护措施主要是对头、面、眼睛、耳、呼吸道、手、身躯等方面的人身防护。主要有防尘、防毒、防噪声、防高温辐射、防放射性、防机械外伤和脏污等等。焊接作业...
如何正确手工焊接贴片电容贴片电容和贴片电阻的手工焊接方法是一样的。 电路板上每个贴片电容有两个焊盘, 1、上锡:先给右边的焊盘上锡,就是先空焊一点锡上 2、贴件:左手拿摄子夹住贴片电容,放到电路板上...
手工电焊立焊怎么连弧在手工立焊时首先要固定管焊接打底,选择比平时焊条电弧焊小的多的电流,一般用50A左右。打底的时候注意压住电弧,然后用月牙或锯齿运条慢慢往上堆,保证焊接质量,不要留下焊瘤。...

手工钨极氩弧焊不锈钢角缝焊接技术窍门一、不锈钢焊条的电流强度应较碳钢焊条小15~20%,常用碳钢焊条选用电流强度参照表1。 表1 焊条牌号 Фmm 2 2.5 3.2 4 5 位置 J 422 各种位置40~80A 70~90A 90~130A 160~210A...
手工电弧焊的过程是什么手工电弧焊的过程,是电弧对金属母材和焊条熔融、冶炼(造渣、渗合金)、结晶、焊缝金属连续成型 的过程,由于钢板装配间隙和电弧热量传导的不均匀性等因素,以及焊接焊缝成型的要求,...
手工电弧焊的横焊怎样焊横焊时,控制焊道成形比较难,往往容易造成夹渣。不知道您焊接的要求双面成形没有。下面我就按单面焊双面成形的操作给您做个说明。1打底焊:采用断续焊,在建立熔孔后灭弧,再重新起...
手工电弧焊仰焊怎么焊1)焊工在仰焊过程中一定要注意保持正确的身体姿势,即人不要处于焊接点的正上方,以免被掉落的焊渣和铁水烫伤,正确的姿势应为人处在上方偏前,且焊缝偏向焊工的右侧,尽量避开铁水掉...






